 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
perkins發(fā)動機維修保養(yǎng)檢修規(guī)程程序
perkins發(fā)動機維修保養(yǎng)檢修規(guī)程程序
一、perkins發(fā)動機大修
(一)柴油發(fā)動機修理工藝流程
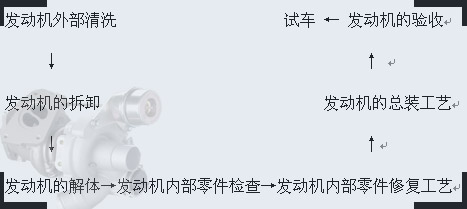
(二)perkins發(fā)動機大修前的準備工作
1、清洗perkins發(fā)動機外部
用清洗劑或工機具對發(fā)動機的外部進行清理,去除缸蓋、發(fā)動機四周以及油底殼的油污和泥土。以便拆卸時候能清楚看到螺絲。清理時只要洗去發(fā)動機表面的油污即可。
(三)perkins發(fā)動機的拆卸
1、perkins發(fā)動機從設(shè)備上拆下時,必須在完全冷卻狀況下進行。否則會造成某些零件的變形。拆卸原則:由副件到主件由外部到內(nèi)部。
2、perkins發(fā)動機從設(shè)備上拆下的步驟:
(1)放掉水箱內(nèi)的水、機油。關(guān)閉油箱的開關(guān)。拆下油泵的油管接頭。
(2)拆下電源線,取下發(fā)電機上的線。拆下水箱的進水管及各處的螺母。連接栓及銷等。拿下水箱及架框
(3)拆下perkins發(fā)動機罩、翼子板,拆下發(fā)動機附件的總成:空氣濾清器、機油濾清器、油泵、水泵、發(fā)電機、起動機、空氣壓縮機及機油壓力傳感器等
(4)用繩索捆牢發(fā)動機。用發(fā)動機吊架吊下。
(四)perkins發(fā)動機的解體
1、拆下進、排氣管及缸蓋出水管。
2、拆下氣門室蓋,拆下?lián)u臂軸支座緊固螺母。把搖臂連軸一塊拿出來。取下所有推桿。并作好順序,以便安裝.
3、 拆下缸蓋、氣缸墊。拆時,應(yīng)從兩端向中間均勻地拆卸。 ( 注意:嚴禁用起子撬缸蓋,以防損壞缸蓋及墊。)
4、 把perkins發(fā)動機側(cè)放,有氣門的一邊向上。檢查飛輪上有無記號。
5、 拆下油底殼、襯墊,同時拆下機油泵的一些附件。
6、 轉(zhuǎn)動曲軸最方便的位置,檢查活塞頂、連桿大頭的記號。如無記號,應(yīng)在活塞頂、連桿大頭用金屬的東西按順序作上記號。拆下連桿軸承座及襯墊,并按順序地放好。用手式木棒,從缸體上部取下活塞連桿總成。應(yīng)將連桿蓋與連桿、襯墊按原樣裝固。
7、 拆下氣門組,在氣門完全關(guān)閉下,拆下氣門卡簧及氣門。
8、 拆下起動爪,取下鎖片。用拉器拆下皮帶輪及扭轉(zhuǎn)減震器。
9、 拆下正時齒輪蓋及襯墊。
10、 檢查正時齒輪上有無標記。如無記號,應(yīng)在兩輪工作處作上記號。
11、將發(fā)動機倒置在工作臺上,拆下主軸承,并依次把軸承放在各自的蓋內(nèi),拿下曲軸,再把軸承及墊裝回原位。并固定一下。
12、拆下曲軸后油封及飛輪殼。
13、分解活塞連桿組。
(五)perkins發(fā)動機內(nèi)部主要零件檢查
1、曲軸的檢查
曲軸的常見損傷,一般有疲勞裂紋、軸頸磨損、彎曲變形和扭轉(zhuǎn)變形等。
(1)裂紋的檢查。英國珀金斯曲軸的裂紋一般出現(xiàn)在應(yīng)力集中部位,如主軸頸或連桿軸頸與曲柄臂相連的過渡圓角處,表現(xiàn)為橫向裂紋。也有在軸頸中的油孔附近出現(xiàn)沿軸向延伸的裂紋。
常用的檢查方法有:磁力探傷儀檢查、超聲波探傷、X光探傷和浸油敲擊法等。用磁力探傷儀檢查時,使磁力線通過被檢查的部位,如果軸頸表面有裂紋,在裂紋處磁力線會偏散而形成磁極,將磁性鐵粉撒在表面上,鐵粉會被磁化并吸附在裂紋處,從而顯現(xiàn)出裂紋的位置和大小。浸油敲擊法檢查是將曲軸置于煤油中浸一會,取出后擦凈并撒上白粉,然后分段用手錘輕輕敲擊。如有明顯的油跡出現(xiàn),即該處有裂紋。
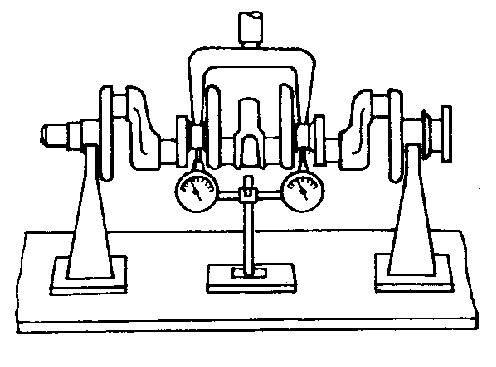
(2)彎曲變形的檢查。將曲軸的兩端用V型塊支承在平板上,用百分表的觸頭抵在中間主軸頸表面,如圖3-2所示。然后轉(zhuǎn)動曲軸一周,表上指針的最大與最小讀數(shù)之差,即為中間主軸頸對兩端主軸頸的徑向圓跳動誤差,其誤差如大于
2、英國珀金斯發(fā)動機氣缸的檢測
氣缸的好壞取決于它的圓度和圓柱度這個兩個數(shù)值和標準值的比較。
測量氣缸圓度、圓柱度的方法及步驟:
(1)準備清洗干凈的持修氣缸體一臺,與其內(nèi)徑相適應(yīng)的外徑千分尺、量缸表及 清潔工具等。
(2)將氣缸孔內(nèi)表面擦試潔凈。
(3)安裝、校對量缸表。
(4)用量缸表測量氣缸孔第一道活塞環(huán)上止點處于平行于曲軸軸線方向的直
徑,記入檢測記錄。
(5)在同一剖面內(nèi)測量垂直于曲軸軸線方向的直徑,記入檢測記錄。
(6)上述兩次測量值之差的一半即為該剖面的圓度誤差。
(7)用上述方法測量氣缸孔第一道活塞環(huán)上止點至最后一道活塞環(huán)下止點行
程的中部,將這一橫剖面的圓度誤差,記入檢測記錄。
(8)用同樣方法測量距氣缸孔下端以上
檢測記錄。
(9)三個圓度誤差值中,最大值即為該氣缸孔的圓度誤差。
(10)上述3個測量橫剖面,6個測量值,其中最大值與最小值之差的一半,即
為該氣缸孔的圓柱度誤差。
(11)確定修理尺寸:氣缸磨損超過允許限度或缸壁上有嚴重的刮傷、溝槽和麻
點,均應(yīng)采取修理尺寸法將氣缸按修理尺寸搪削加大。
(12)氣缸磨損其失圓度大于
3、英國珀金斯活塞連桿組的檢查。
(1)活塞檢查主要是裙部直徑、活塞環(huán)槽高度和活塞銷座孔尺寸的測量
1)活塞裙部直徑的檢測可采用兩種方法:一種方法是用千分尺測量活塞裙部規(guī)定的測量位置。將在此位置測得的數(shù)據(jù)與氣缸磨損最大部位的測量值相減,并用所得差值與配缸間隙值相比較,即可確定該活塞可否使用。
另一種是采用測量配缸間隙的方法來確定活塞可否使用。將活塞倒置于相關(guān)的氣缸中,銷座孔平行于曲軸方向,在活塞受側(cè)壓力最大的一面,用塞尺(寬
2)活塞環(huán)槽的測量。安裝氣環(huán)的環(huán)槽,用標準氣環(huán)裝入其內(nèi),用塞尺測量其側(cè)隙,即可確定其是否符合要求。油環(huán)槽和銷座孔的測量可用千分尺直接測量。對于因磨損過多而超過裝配間隙極限值的活塞,應(yīng)更換,選用新活塞。
(六)英國珀金斯發(fā)動機內(nèi)部主要零件修復(fù)工藝
1、連桿銅套的鉸銷:
選擇配套的鉸具。用油標長尺測一下連桿小頭的內(nèi)徑與銅套的外徑。削時反正都鉸一次。用銷在里面試了再削鉸。(連桿必須放在平態(tài),再開始鉸。所鉸的角度、圈數(shù)一定平衡)標準:鉸好的銷在銅套內(nèi)活動自如,沒有曠量。
2、軸承的手工刮配(刮瓦)
(1)刮配連桿軸承:將裝合好的連桿套在連桿軸頸上,擰緊連桿使軸承合金面與軸頸磨擦幾次后拆下,根據(jù)軸承合金面與軸徑磨擦印痕情況進行鉸削。刮削方向:刮削時,第一刀刮削方向與瓦片中心線成45°角,第二次刮削仍與中心線成45°,但方向相反。刮削過程中,應(yīng)刮大留小,刮重留輕。持刀、起刀、落刀要平穩(wěn)。應(yīng)保持鉸刀鋒利。最后保證有70%的工作面。達到的標準:轉(zhuǎn)動自如,沒有曠量,工作面多。如出現(xiàn)工作面只有半瓦,此時要檢查修理曲軸。如此時裝上,會出現(xiàn)瀉油一般
(2)主軸承的鉸削:首先將各道主軸承裝入主軸承座孔內(nèi),然后在所有主軸徑上涂上一層紅丹,將曲軸放上去轉(zhuǎn)動數(shù)圈后抬下。若各道的軸承的印痕都在曲軸兩端稍下,說明各主軸承的軸心線與主軸承座孔軸心線同軸。如印痕都在兩端附近且各有差異。可略加修刮,使其一致。如僅在某些軸承上有印痕,而個別沒有印痕,則說明軸承的厚薄不均,應(yīng)進行更換。
軸中心線校好后:上上軸承蓋,每擰一道轉(zhuǎn)動曲軸數(shù)轉(zhuǎn)后,松開螺栓,再擰一道。轉(zhuǎn)動數(shù)圈后,再松再擰。依次類推。直到進行完畢。
達到的標準:主軸承刮修完以后,把軸固定在氣缸體上,按標準力矩擰緊。開始轉(zhuǎn)動曲軸,感到有一定阻力。轉(zhuǎn)動起來后應(yīng)靈活自如,輕無阻滯現(xiàn)象。[切記:主軸頸與軸承表面涂機油]
(3)氣門座的鉸削工藝:根據(jù)氣門直徑選擇合適的氣門座鉸刀。根據(jù)氣門導(dǎo)管內(nèi)徑,選擇鉸刀導(dǎo)桿。導(dǎo)桿以能輕易推入導(dǎo)管孔內(nèi)無曠量為宜。把粗砂布墊在鉸刀下,放在氣門座上。磨除座口硬化層鉸削時,先用與氣門錐角相同的鉸刀。(一般45°),粗鉸主錐帶,以清除蝕口和變形。直至出現(xiàn)寬度達
(七)英國珀金斯perkins發(fā)動機的總裝工藝
perkins發(fā)動機總裝工藝:發(fā)動機的裝合包括發(fā)動機、各組件的裝配和發(fā)動機總裝配兩部分。安裝的步驟隨發(fā)動機的類型及結(jié)構(gòu)的不同而異、。但總裝原則,以氣缸體為裝配基礎(chǔ)。由內(nèi)向外逐段裝配。
1、發(fā)動機總裝之前的準備工作
發(fā)動機在裝合之前的準備工作:發(fā)動機在裝合前應(yīng)認真清洗各零件。并吹干擦凈。確保清潔。各零件不得有毛刺、擦傷、積炭和污垢。特別應(yīng)檢查并清洗缸體。曲軸上各潤滑油道并用壓縮機吹凈。同時,還有場地的清潔,準備好必要的專用工具及配件。
2、perkins發(fā)動機裝合過程中的注意事項:
(1)準備安裝的各零件及總成應(yīng)經(jīng)過試驗臺或檢驗后,保證質(zhì)量合格。
(2)不可互換的組合件,應(yīng)換原位安裝。
(3)不得錯亂對相互有記號的零部件,必須按方向、記號對正,不得裝錯。
(4)對有扭緊力矩要求的螺栓螺母,應(yīng)按規(guī)定力矩擰緊。
(5)各部螺栓、螺母的鎖止件,大修時,應(yīng)全部換新。
(6)關(guān)鍵部位的重要配合,應(yīng)符合標準規(guī)定。如活塞與缸臂、軸徑與軸承的配合間隙,曲軸、凸輪軸的軸向間隙等等。
3、perkins發(fā)動機的總裝工藝
(1)裝曲軸
(2)裝凸輪軸對好正時標記
(3)按扎活塞連桿組
(4)安裝氣門總成
為檢驗氣門座的修復(fù)是否合格,需要檢查氣門與氣門座的氣密性,以保障發(fā)動機正常工作。通常有以下幾種方法檢查氣密性。
1)、將與氣門座配套使用的氣門放入氣門導(dǎo)管孔內(nèi),并使氣門緊貼氣門座的密封錐面,然后在氣門上倒上足夠的煤油,經(jīng)35min后,如沒有出現(xiàn)漏油現(xiàn)象,則可認為氣密性良好。
2)、在氣門密封錐面涂上一層紅丹油,并把氣門放入氣門導(dǎo)管孔內(nèi),然后用力將氣門壓在氣門座上旋轉(zhuǎn)1/81/4周后取出,最后檢查氣門座上的紅丹油情況。如果氣門座密封錐面上全部沾上紅丹油,并且均勻整齊,則說明氣密性良好。
3)、將氣門與氣門座清洗干凈后,把氣門桿放入氣門導(dǎo)管孔內(nèi),當氣門盤部離氣門座
4)、用氣密性試漏機全自動氣密性檢測。此法適合在大型汽修廠及柴油機裝配廠使用,主要將氣門及氣門座處于具有一定壓力的壓縮空氣中,并對氣密性進行定量檢測,然后判定氣門與氣門座的氣密性是否合格。常用泄漏量及泄漏率來表示氣密性。
5)、安裝機油泵,油底殼
6)、安裝氣缸蓋
7)、安裝進、排氣歧管
8)、安裝飛輪殼和離合器總成。
9)、安其它附件,安裝后完。加注機油、冷卻液,進行全面檢查、冷磨。冷磨發(fā)動機:發(fā)動機冷磨時,對于頂置式的氣門發(fā)動機不要裝火花塞或噴油器,將發(fā)動機裝在磨合假上,進行由低速到高速的冷磨過程。在冷磨過程中,要注意觀察機油壓力表所指示的壓力是否正常。如發(fā)現(xiàn)有不正常現(xiàn)象或異響時,應(yīng)立即停止磨合。 排除故障后再磨合。冷磨后的發(fā)動機應(yīng)再次分解,檢查活塞環(huán)、活塞與氣缸壁的接觸情況。各軸徑與軸承的磨情況是否正常。排除所發(fā)現(xiàn)的故障后,發(fā)動機的部件再清洗干凈。
1、perkins發(fā)動機驗收的標準:
(1)必須保證其動力性能良好,怠速運轉(zhuǎn)穩(wěn)定、燃油消耗經(jīng)濟性,各部件潤滑正常、附件正常工作。
(2)不得有漏水、漏油、漏氣、漏電現(xiàn)象。
(3)發(fā)動機在正常溫度下,5秒內(nèi)應(yīng)能起動,低、中、高速運轉(zhuǎn)穩(wěn)定。
(4)水溫應(yīng)不超過90°;加速性能良好;應(yīng)無斷火、排氣管放炮現(xiàn)象等等。
(5)發(fā)動機運轉(zhuǎn)穩(wěn)定后,應(yīng)無異響,但允許有輕微均勻的正時齒輪機油泵傳動齒輪的運轉(zhuǎn)聲和氣門腳響聲。
(6)氣缸壓力符合規(guī)定值。機油壓力符合規(guī)定值。
(7)發(fā)動機的排放符合規(guī)定、最低燃油消耗符合規(guī)定,排放煙氣色澤均勻。
Perkins engine maintenance program maintenance procedures
A, perkins engine overhaul
(a) diesel engine repair process
(2) preparation before the perkins engine overhaul
1, clean the outside perkins engine
Use cleaning agents or machine outside of the engine clean, remove the cylinder head and engine and oil sump oil and dirt. In order to remove the time can clearly see the screw. When clearing as long as wash engine oil on the surface of the can.
(3) the perkins engine disassembly
1, perkins engine when removed from the equipment, should be carried out in a completely cooling condition. Otherwise it will cause deformation of some parts. Remove the principle: the copy to the main parts from external to internal.
2, perkins engine steps removed from the equipment:
(1) put the water tank, oil. Close the fuel tank switch. Remove the oil pump of the tubing connectors.
(2) remove the power cord, issued by the motor on line. Remove the water tank inlet pipe and nut everywhere. Connection bolts and pins, etc. Water tank and the frame
(3) remove the perkins engine cover, fender, remove the engine accessories assembly: air filter, oil filter, oil pump, water pump, alternator, starter, air compressor and engine oil pressure sensor, etc
(4) bound with ropes to the engine. With engine pylon hanging down.
The disintegration of perkins engine (4)
1. Remove the inlet and exhaust pipe and cylinder head out of the water pipe.
2, remove the valve chamber cover, remove the rocker arm shaft bearing fastening nut. Take out a piece of the rocker arm. Remove all the putter. And the order, in order to install.
3, remove the cylinder head, cylinder pad. When disassembling, remove evenly from ends to middle. (note: it is strictly prohibited to use screwdriver to pry cylinder head, to prevent damage to the cylinder head and the pad.)
4, put the perkins engine side, there is one side of the valve. Check any marks on the flywheel.
5, remove the oil pan, gasket, oil pump down the plane at the same time some of the attachments.
6, turn the crankshaft is the most convenient location, check the piston head, connecting rod big head mark. If no mark, should be at the top of the piston, connecting rod big head made marks on the metal thing in order. Remove the connecting rod bearing seat and the gasket, and in order to put away. Type sticks with the hand, taking it from the upper cylinder piston rod assembly. Head and connecting rod, gasket should be installed according to the sample of solid.
7, remove the valve group, under the valve fully closed, remove the valve spring and valve.
8, remove the starter, remove the lock. Use the remove the pulley and the reverse shock absorber.
9, remove the timing gear cover and liner.
10, check the timing gear on the presence of tags. If no mark, mark should be done in two rounds of essence.
11, the engine upside down on the workbench, remove the main bearing, and in turn put bearing on their cover, with the crankshaft, then the bearing and put back in place. And fixed.
12, after dismantling the crankshaft oil seal, and the flywheel shell.
13, decomposition of piston connecting rod set.
(5) check perkins engine main parts inside
1, the inspection of crankshaft
Common injury of crankshaft, generally have fatigue crack, shaft neck wear, bending deformation and torsion deformation, etc.
(1) the inspection of cracks. British perkins crack generally appear in the stress concentration position of the crank shaft, such as main journal or transition are connected to the crank arm connecting rod journal fillet, show the transverse crack. There are near the oil hole in the shaft neck appear along the axial extension of the crack.
Common check methods are: magnetic detector inspection, ultrasonic inspection, X-ray inspection and oiled tapping method, etc. Magnetic detector check, make the magnetic field lines are checked by the site, if there is a crack shaft neck surface, cracks in the magnetic field lines will spread to form a magnetic pole, the magnetic iron powder sprinkled on surface, iron powder will be magnetized and adsorption in the crack, so as to show the size and location of the crack. Oiled on crankshaft put in kerosene check method is to soak for a while, take out after wiping and sprinkle with white powder, and then segment knock gently with hammer. If there are any obvious soil, in which it has a crack.
(2) the bending deformation of the inspection. At both ends of the crankshaft with v-shaped block bearing on the tablet, with a dial indicator contact touch in the middle of the spindle neck surface, as shown in figure 3-2. A week and then turn the crank, table pointer is the difference between the maximum and minimum readings, is the middle main journal for main journal on both ends of the radial circular runout error, the error, such as more than 0.10 mm, should replace the crankshaft.
2, British perkins engine cylinder test
Cylinder is good or bad depends on its roundness and cylindricity of the two values and standard values.
The measurement method of roundness, cylindricity, cylinder and steps:
(1) ready to clean with a gas cylinder, that can meet the needs of its inner diameter micrometer, cylinder volume table and cleaning tools, etc.
(2) to brush try clean cylinder hole surface.
(3) installation, proofreading bore table.
(4) use cylinder table check point on the measurement of the first piston ring cylinder hole straight in parallel to the axis of the crankshaft
Diameter, recorded in the test record.
(5) in the same profile measuring the diameter of the vertical to the axis of the crankshaft, recorded in the test record.
(6) the above two half of the difference between the measured value is the roundness error of the profile.
(7) using the above method to measure the first piston ring cylinder hole to check point on the last line of piston ring next check point
Process, in the middle of this section roundness error, recorded in the test record.
(8) in the same way to measure pitch cylinder hole located around 30 mm above the bottom section of the roundness error, write down
Inspection records.
(9) three roundness error value, maximum value is the roundness error of cylinder hole.
(10) of the above three measurement section, 6 measurements, in which half of the difference between the maximum and minimum, i.e
For the cylindricity error of cylinder hole.
(11) to determine the repair size: cylinder wear exceed the permitted limit or the cylinder wall has serious scratches, grooves and hemp
Point, all size of repair method should be taken to a cylinder according to the size of repair technicians to cut more.
(12) cylinder wear the roundness is greater than 0.10 mm. Cylinder wear more than 0.35 mm, (cylinder wear degree, with one of the biggest wear a cylinder as the standard, roundness elantra engine cylinder is less than or equal to 0.10 mm, cylindricity cylinder is less than or equal to 0.35 mm, and the cylinder can continue to use, if beyond the scope of the wear and tear, the response to the engine overhaul.)
3, the British perkins piston connecting rod set of tests.
(1) check mainly is the skirt piston diameter, height of piston ring groove and the piston pin hole size measurement
1) detection of piston skirt diameter can be used two methods: one method is to use micrometer to measure piston skirt measurement location. Will be in the position of measured data and the maximum cylinder wear parts measured values is presupposed, and the difference comparing with the cylinder gap value, determined the piston could use.
Another is to adopt the method of measuring cylinder clearance can it be used to determine the piston. Pour the piston in the cylinder related, pin hole direction parallel to the crankshaft, and the piston side by side pressure maximum, with a feeler gauge (13 mm wide, 200 mm) long vertical insertion between cylinder wall and piston skirt with piston (into). To promote (30 n force can feel a slight resistance) is appropriate.
2) measurement of piston ring groove. Install gas ring ring groove, using a standard gas ring into the inside, the side gap is measured with a feeler gauge, you can determine if it meets the requirements. Oil ring slot and pin hole available micrometer direct measurement. Due to excessive wear and tear more than assembling piston clearance limit value, should be replaced, choose the new piston.
(6) the British perkins engine main parts repair process
1, connecting rod, copper sets of hinge pin:
Select the hinge of form a complete set. Oil standard ruler measure the inner diameter of the connecting rod little head with copper set of outer diameter. When cutting it hinge at a time. Then cut the hinge pin in the interview. (connecting rod must be in the flat state, and then began to hinge. The hinge of Angle, circle number must balance) standard: good hinge pin in the copper set of activities freely, no amount of kuang.
2, the bearing manual scraping with blow (watts)
(1) scratch with connecting rod bearings: will fit up good connecting rod set on the connecting rod journal, tighten the connecting rod bearing alloy surface and shaft neck rub after several times to be removed, according to the bearing alloy surface and the diameter of axle friction marks on the ream. The first knife scraping scraping direction: when scraping, direction and the center line of the tiles into a 45 ° Angle, the second time scraping and centerline 45 °, still but in the opposite direction. Scraping process, should stay small, scraping the heavy light. With a knife, a knife, a knife to smooth. Should keep sharp reamer. The last guarantee 70% of the working face. Standards: rotate freely, no amount of kuang, mining. Such as in working face is only half, at this point to check repair the crankshaft. So fashion, there will be a spilled oil generally 20 kilograms. If not working face, between has a malfunction.
(2) the main bearing's ream: the each main load bearing main bearing hole, and then coated with a layer of red lead on all main trunnion, put up the crankshaft rotation carried off after several times. If the way of bearing the imprint on both ends of the crankshaft slightly, the description of each main bearing axis with the main bearing hole axis of coaxial line. Such as impressions are near both ends and each have differences. But scratch a little, and make it consistent. If only there are marks on some bearings, and individual is not stain, then bearing thickness, should be replaced.
After the shaft centerline school good: up and bearing cover, each turn a rotating crankshaft after several turns, loosen bolts and screw together again. Turn the number ring, then loose screw again. So on. Until completed.
Standards: the main bearing after completion, the shaft is fixed on the cylinder block, in accordance with the standard torque tightened. Began to turn the crank, felt have certain resistance. After rolling should be flexible, light no blocking phenomenon. [remember: main journal and the bearing surface oil]
Ream of valve seat (3) technology: according to the valve diameter to choose the appropriate valve seat reamer. Choose according to valve tube diameter, reamer guide rod. Guide to easily push conduit hole no kuang is advisable. The coarse cloth pad under the reamer, on the valve seat. Grinding in addition to the ream mouth hardened layer, with the same as the valve cone Angle of the reamer. (generally 45 °), thick hinge master cone belt, to remove the corrosion and deformation. Until a full pin up to 2 mm in width. The belt. Ream, hands are forcibly even, smooth along the circumference of the ream. Then use suitable valve try contact zone, the paint on the valve seat. A valve test with mark on the valve cone. The ideal pattern in towards the door down to the bottom of the cone. From the lower edge 1 mm advisable. So that in future repair, gradually move up.
(7) the perkin perkins engine assembly process
Perkins engine assembly process: fit up including engines, components assembly and engine assembling two parts. Installation steps varies depending on the engine type and structure,. But final assembly principle, based on the assembly of cylinder block. By piecewise assembling outside introversion.
1, before the engine assembly and preparation
Engine preparation: before fit up engine should carefully clean the parts before fit up. And wipe dry. Ensure clean. The parts can not have burr, scratch, dirt and carbon deposit. Especially should check and clean cylinder block. On the crankshaft blowing off the oil duct and compressor. At the same time, and venue clean and ready for the necessary special tools and accessories.
2, perkins engine and the matters needing attention in the process of:
(1) prepare to install all the parts and assembly should be after test or inspection, the quality is qualified.
(2) an interchangeable assembly, should be installed in situ.
(3) shall not be confusion to marked parts to each other, must according to the direction of is, token, may not be wrong.
(4) with the bolt and nut tightening torque requirements, shall be in accordance with the provisions, torque tighten.
(5) of each bolt, nut locking parts, overhaul, shall all be replaced.
(6) the important key position, should comply with the prescribed standards. As the piston and cylinder arm, with the diameter of axle and bearing clearance, axial clearance of the crankshaft, camshaft, etc.
3, perkins engine assembly process
(1) install the crankshaft
(2) install the camshaft of good timing
(3) press the piston connecting rod set
(4) install valve assembly
For inspection of valve seat repair whether qualified, need to check the tightness of the valve and valve seat, in order to ensure the engine work properly. Usually there are several ways to check the tightness.
1), will be used together with the valve seat valve in the valve guide hole, and make the valve against the valve seat seal cone, then enough kerosene on the valve, after 35 min, such as no leakage phenomenon, can think good air tightness.
2), the valve seal cone are coated with a layer of red lead oil, and put the valve in the valve guide hole, and then turn on the valve seat valve pressure hard 1/81 / take out after 4 weeks of final inspection the red lead oil on the valve seat. If the valve seat seal cone with red lead oil, all neat and uniform, has good air tightness.
3), after the valve and valve seat is clean, put the valve stem in the valve guide hole, when a department from the valve seat valve plate is about 25 mm film valve with handle gently, make its vertical down along the valve guide hole, continuous several times after remove the check valve seat seal cone valve. If there is bright and full on the valve seat seal cone of the aura and no spots, can think good air tightness.
4), with air tightness leak test machine automatic air tightness test. This method is suitable for use in large-scale automobile and diesel engine assembly plant, the main valve and valve seat in compressed air with certain pressure, and carries on the quantitative detection of air tightness, and then determine whether the air tightness of the valve and valve seat is qualified. The commonly used leakage and leakage rate of air tightness.
5), installation oil pump, oil pan
6), install cylinder head
7), the installation of inlet and exhaust manifold
8), install the flywheel shell and clutch assembly.
9), and other accessories, after the installation finished. Filling the oil, coolant, to conduct a comprehensive inspection, the cold mill. Cold mill engine: engine cold mill, the type of overhead valve engine don't install the spark plug or fuel injector, mounted on the engine running-in false, from low speed to high speed cold mill process. In the process of cold mill, attention should be paid to observe whether the pressure indicated by the engine oil pressure gauge is normal. If found to have abnormal phenomenon or sound, should immediately stop running in. After troubleshooting. The engine after cold mill should break down again, check the contact condition of piston ring, piston and cylinder wall. The diameter of axle and bearing grinding condition is normal. After found out fault, the engine parts clean again.
Eight, Rolls-Royce UK perkins engine overhaul acceptance criteria
1, perkins engine acceptance criteria:
(1) must ensure that its dynamic performance is good, the idle speed running stability and fuel consumption economy, the lubrication parts, accessories work normally.
(2) shall not be leakage, oil leakage, leakage, leakage phenomenon.
(3) the engine under the normal temperature, 5 seconds can be starting, low, medium and high speed stable running.
(4) the water temperature should not exceed 90 °; Acceleration performance good; Should be no broken phenomenon of the fire and the exhaust pipe shot and so on.
(5) after steady engine operation, should be the same ring, but allow a slight uniform timing gear oil pump drive gear noise sound operation and valve of feet.
(6) cylinder pressure to conform to the specified value. The oil pressure to conform to the specified value.
(7) the engine emissions comply with requirements and lowest fuel consumption, emissions smoke colour and lustre is uniform.
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
